Extrusielassen
Categorieën


Hoe werkt extrusielassen?
Afhankelijk van het te lassen materiaal, de gewenste lasnaad en lassnelheid worden de parameters van lucht, massatemperatuur en uitstootsnelheid ingesteld. Deze instellingen zijn afhankelijk van het type extruder: manueel of digitaal instelbaar.
Wanneer moet je deze lasmethode toepassen?
Extrussielassen wordt voornamelijk toegepast bij het lassen van kunststof plaatmaterialen. Extrussielassen heeft met name bij dikkere platen het voordeel van in een beweging een las te kunnen leggen. Wanneer dit met draadlassen zou worden gedaan dienen er meerdere lassen over elkaar te worden gelegd hetgeen veel meer tijd kost en minder solide is.
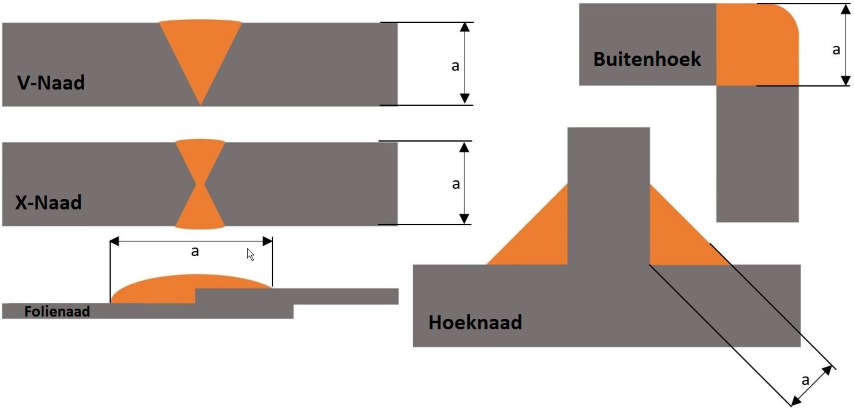
Met een extruder kunnen verschillende lassnaden worden gemaakt, hiervoor is per lasnaadtype en plaatdikte een mondstuk (lasschoen) verkrijgbaar. De lasnaad hoogte /breedte wordt aangeduid als a-maat van de lasschoen.
Meest voorkomende lasnaden bij extrusielassen:
- Hoeknaad, a-maat 0,7x de maat van de plaatdikte.
- V-naad
- X-naad
- Folie-naad
Gebruik van de Munsche MM extruder
Instructie MAK 18 & MAK 18-S
Welke kunststoffen zijn geschikt om te extrusielassen?
De volgende kunststoffen zijn geschikt voor extrusielassen:
Lasparameters (DVS 2207-4)
|
Materiaal |
Luchthoeveelheid |
Lasmassa Temp. |
Laslucht Temp. |
|
|
L/min |
ºC (1) |
ºC (2) |
|
|
|
|
|
|
HDPE |
300 |
210 – 230 |
250 – 300 |
|
PP-H / PP-C |
300 |
210 – 240 |
250 – 300 |
|
PVDF |
300 |
240 – 260 |
280 – 350 |
|
PVC-U |
300 |
190 – 200 |
300 – 360 |
|
PVC-C |
300 |
195 – 205 |
300 – 360 |
|
|
|
|
|
1) Gemeten met insteekthermometer bij de extruder uittrede punt
2) Gemeten 5mm in het midden van de blaasmond
Bovenstaand zijn de meest gangbare kunststoffen voor deze lasmethode.
Waar kun je het beste extrusielassen?
Extrusielassen dient op een droge en verwarmde locatie te gebeuren bij voorkeur meer bij een temperatuur van meer dan +5ºc. De lasplaats moet worden beschermd tegen vocht en tocht.
Extrusie lasdraad
Lasdraad is er in verschillende vormen te krijgen met de daarbij behorende snellasmondstuk.
- Rond 3 en 4mm (afhankelijk van je extruder)
Toepassingen extrusielassen:
Extrusielassen wordt veelal gebruikt voor grotere projecten omdat je snel meters kunt maken, met name bij dikkere platen. Enkele toepassingen:
- Kunststofapparatenbouw
- Kunststof tankbouw
- Kunststof filterbouw
- Zwembadbouw
Deze lasmethode wordt met name gebruikt door installateurs en kunststof verwerkende bedrijven.
Reparatieservice extrusielasmachines
Vink Kunststoffen kan voor u de reparaties en/of onderhoud verzorgen voor Munsch en Leister Extruders. Wij bieden de mogelijkheid om (extrusie)lasapparatuur/toebehoren, aangekocht bij Vink Kunststoffen, voor reparatie aan te bieden.
Dankzij onze goede contacten met fabrikanten, regelen wij het gehele proces van ophalen tot aflevering. Onze fabrikanten gebruiken richtlijnen NEN3140 of DGUV V3 voor reparaties en onderhoud. De kwaliteit van deze reparatie worden op deze manier gewaarborgd. Er zullen nauwkeurige inspecties, metingen en controles worden uitgevoerd, aan de hand van deze norm.